













请输入关键词



/right.svg)

/btn-default.svg)
/btn-active.svg)
/quick-link2.svg)
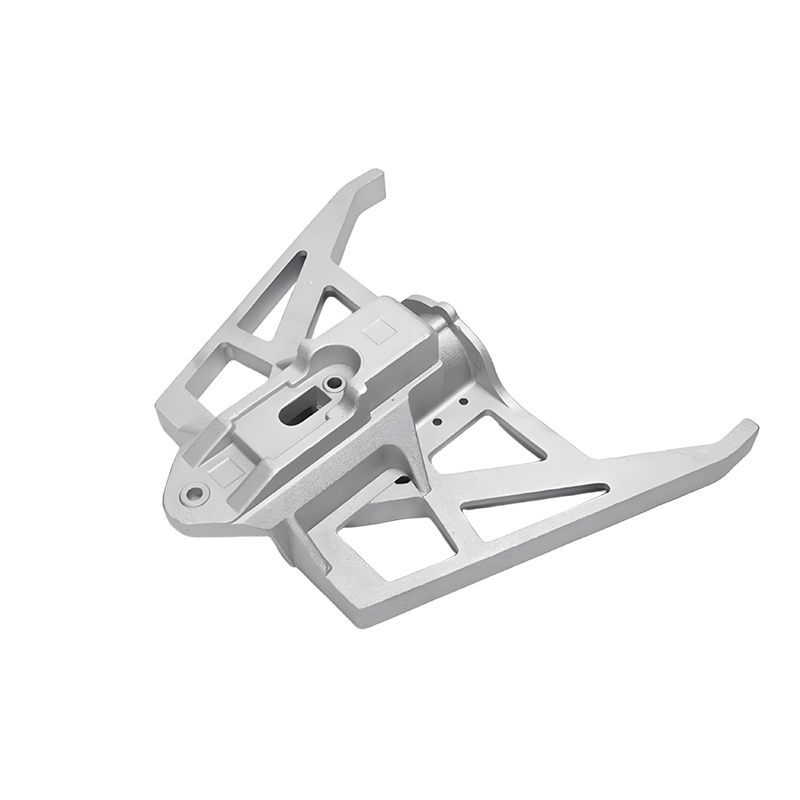
drawing design
图纸设计
我们的技术团队可对客户提供的3D图纸/样品进行DFM(面向制造的设计)分析,提供铸造可行性评估、壁厚优化建议和浇注系统设计方案,确保从设计到成品的无缝衔接。
/drawing-design-img.png)
/drawing-design-pro.png)
casting process
铸造工艺
工艺原理
主要特点
典型应用产品
低压
高压
重力
离心
砂型铸造
/casting-process-img.png)
低压
高压
重力
离心
砂型铸造
低压
高压
重力
离心
砂型铸造
/process-casting-process-dot.png)
Raw Material Management System
原材料管控体系
与中铝/洛铜等建立战略合作,保证原材料追溯性提供特殊合金定制:高硅铝(含Si18-22%)、耐磨铜合金(含Mn12-14%)
铝水在线精炼处理(氢含量≤0.12ml/100g)
铝水在线精炼处理(氢含量≤0.12ml/100g)
01
高硅铝
02
耐磨铜合金
03
锌合金
04
铝水在线精炼处理
/process-raw-material.png)
Precision Machining Capability
精密机加工能力
精密机加工能力是机械制造领域的核心技术能力,指通过CNC机床、精密磨床等设备,对金属或非金属材料进行切削、磨削等加工确保零件尺寸公差、形状精度及表面质量达高要求的能力。
/process-capability-img.png)
/process-capability-img1.png)
设备类型:
五轴加工中心
加工范围:
最大工件2mx1.5mx0.8m
精度等级:
±0.005mm
/process-capability-img2.png)
设备类型:
数控车削中心
加工范围:
最大回转直径中600mm
精度等级:
IT6级
/process-capability-img3.png)
设备类型:
坐标磨床
加工范围:
孔径加工中0.5-50mm
精度等级:
圆度≤0.001mm
Surface Treatment Solutions
表面处理解决方案
表面处理解决方案是针对材料表面问题的系统性处理方案,核心是通过机械、化学、电化学或物理等手段,解决表面缺陷、优化表面状态并匹配实际使用需求。
抛丸清理
Shot blasting
原理:利用高速喷射的钢丸/铁丸(金属件)或陶瓷丸/玻璃丸(铝合金等软质件)冲击铸件表面,击碎粘砂、氧化皮并去除毛刺。
适用场景:砂型铸造、压铸的批量铸件(如发动机缸体、轮毂),尤其适合复杂结构件的全方位清理;可同步改善表面粗糙度(Ra值降低至6.3-12.5μm),增强后续涂层附着力。
注意:抛丸清理时需做好个人安全防护(穿戴护目镜、防护服等),提前检查设备状态,根据工件材质与清理要求匹配抛丸参数,并控制作业环境粉尘,避免安全事故与工件损伤。
/process-surface-pro.png)
喷砂清理
sandblasting
原理:用压缩空气推动石英砂、金刚砂等磨料,对铸件表面进行 “打磨”,去除细微粘砂或氧化层。
适用场景:精密铸件(如熔模铸造的涡轮叶片)、要求表面细腻的铝合金件;可根据需求选择不同粒度的磨料(粗砂用于去重皮,细砂用于精整)。
注意:需配套粉尘收集设备,避免粉尘污染。
机械打磨 / 锉削
Mechanical polishing / grinding
原理 :人工或机器人用砂轮、砂纸、锉刀等工具,针对性去除局部毛刺、飞边(如铸件浇冒口残留)
适用场景 :小批量铸件、异形件的局部修整,或预处理后仍有残留缺陷的补处理。
注意 :机械打磨需做好防护,戴护目镜、防尘口罩和防滑手套;提前检查设备,确认砂轮完好、连接牢固;固定好工件防晃动,控制打磨力度与速度防工件损伤;保持作业环境通风,清理周边障碍物,规避风险。
酸洗脱脂
acid pickling and degreasing
原理:先用碱性溶液(如氢氧化钠溶液)去除表面油污,再用稀酸(盐酸、硫酸,铝合金用硝酸-氢氟酸混合液)溶解氧化皮、锈蚀层。
适用场景:不锈钢、高温合金铸件的深度除氧化;复杂内腔(如阀体)的油污/氧化皮清理。
注意:需控制酸浓度和温度(避免过腐蚀),且必须配套**废水处理系统**(中和酸液、回收重金属),符合环保要求(如GB 21900-2008《电镀污染物排放标准》)。
化学脱砂
chemical desanding
原理:用氟化物等化学溶液溶解砂型铸造残留的石英砂(SiO₂),尤其适合难以机械清理的铸件盲孔、窄缝内粘砂。
适用场景:熔模铸造的陶瓷型壳残留清理、不锈钢铸件的深腔粘砂处理。
注意:化学脱砂需穿戴防腐服、护目镜及耐酸手套防药剂腐蚀;确认脱砂剂浓度与工件材质匹配,避免损伤工件;保持作业环境通风,防有害气体积聚;控制脱砂时间和温度,及时冲洗残留药剂;废液需合规处理,规避安全与环保风险。
火焰清理
flame cleaning
原理:用乙炔-氧气火焰高温灼烧铸件表面,使氧化皮脆化脱落、油污燃烧殆尽。
适用场景:大型铸钢件(如机床床身)的厚氧化皮预处理,效率高但精度较低,后续需配合抛丸/打磨。
注意:火焰清理需穿戴阻燃服、防护镜及防烫手套,防高温灼伤;提前检查割炬、气管密封性,杜绝漏气;清理作业区易燃物,保持通风;控制火焰大小与距离,防工件过烧;作业后确认熄火,待设备降温再收纳,规避火灾与烫伤风险。
焙烧清理
burn-off cleaning
原理:将铸件放入高温炉(300-600℃)中加热,使表面的树脂砂、涂料残留碳化或燃烧,再通过震动去除灰烬。
适用场景:树脂砂铸造的铸件(如汽车后桥壳),避免化学清理对树脂残留的无效问题。
注意:焙烧清理需穿阻燃服、戴防烫手套与护目镜防高温伤害;提前检查窑炉 / 加热设备密封性与温控系统;工件合理摆放防堆叠,确保受热均匀;按工艺严控温度和时间,防过烧或清理不彻底;保持环境通风,远离易燃物;作业后待设备降温再处理工件。
磷化处理
phosphate treatment
原理:将铸件浸入磷酸盐溶液(如锌系、锰系),表面生成不溶于水的磷酸盐薄膜(厚度5-15μm)。
适用场景:钢铁铸件的涂装前预处理(如农机配件、配电箱壳体)。
注意:磷化处理需穿防腐服、戴护目镜及耐酸手套,防药液腐蚀;按工艺严控磷化液浓度、温度;工件先除油除锈,保证磷化膜质量;保持作业通风,避免有害气体积聚;废液需合规处理,作业后及时洗手,规避安全与环保风险。
抛丸清理
喷砂清理
机械打磨 / 锉削
酸洗脱脂
化学脱砂
火焰清理
焙烧清理
磷化处理
contact US
联系我们
您可以通过以下四种方式与我们取得联系,我们收到您的询盘之后会马上与您沟通!
拨打电话
发送邮件
留言表单
添加微信
/contact-dot-img.png)
上传图纸
上传您的图纸获取实时报价
您上传的文档都是严格保密和安全的
/contacti-step1.svg)
上传图纸
/contacti-step2.svg)
确认下单
/contacti-step3.svg)
零件到货