



/right.svg)













/one-stop-nban.png)
/one-stop-nban-pro.png)
/drawing-design-img.png)
/drawing-design-pro.png)
低压
高压
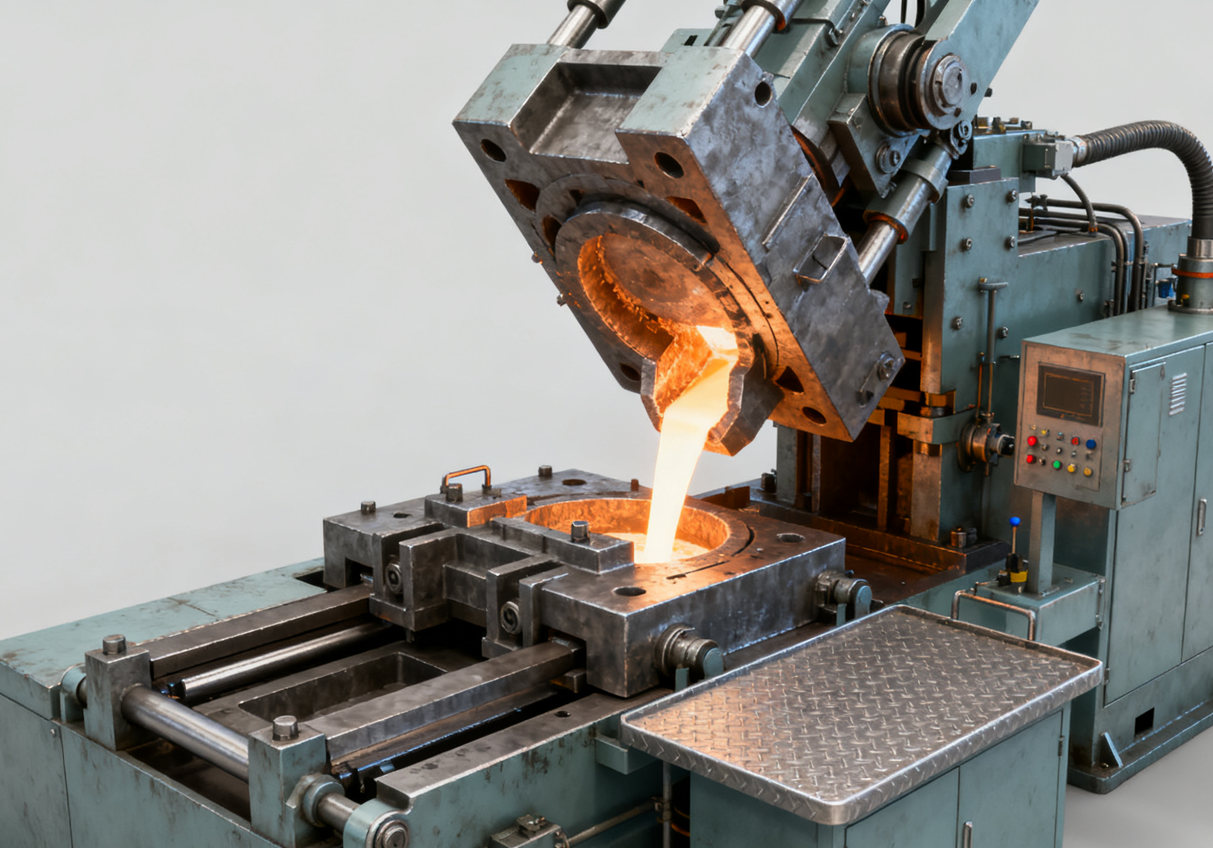
重力
离心



低压铸造的原理是 “底部充型,压力下结晶” 。
将熔融金属置于一个密封的保温坩埚内,向坩腔中通入干燥的压缩空气或惰性气体,在金属液面施加一个较低的压力(通常为0.01~0.08 MPa)。在此压力作用下,金属液会沿着升液管平稳地自下而上充填模具型腔,并在压力持续作用下完成凝固结晶,从而获得组织致密的铸件。
高压铸造(简称压铸)的原理是 “高速高压,瞬间成型” 。
将熔融金属倒入压射套筒内,然后由压射冲头以极高的速度和压力(通常为几十至上百兆帕),将金属液在极短时间内(通常为百分之几秒)压入精密的金属模具(压铸模)型腔中,并使金属液在高压下迅速冷却凝固,最终形成铸件。
重力铸造的原理是 “依靠重力,自然成型” 。
将熔融金属液从浇注口依靠自身重力,自然地流入并充满模具(金属型或砂型)型腔,随后在无外部压力的情况下,通过模具的冷却自然凝固,最终获得铸件。这是最传统、最基本的铸造方法。
离心铸造的原理是 “旋转产生离心力,成型致密铸件”。
将金属液浇入高速旋转的铸型(模具)中,使其在强大的离心力作用下紧贴铸型内壁,并在此压力下完成填充、凝固和成型,从而获得组织致密、缺陷少的铸件。根据旋转轴方向,可分为卧式、立式和倾斜式离心铸造。
低压
高压
重力
离心

铸件质量高:在压力下补缩和凝固,铸件组织致密,力学性能好,接近锻件水平。
工艺出品率高:无需冒口,浇注系统简单,金属液利用率高达90%以上,节约材料。
充型平稳:金属液流动平稳,减少了对型腔的冲刷和卷气,铸件缺陷少,表面光洁。
易于自动化:生产过程机械化、自动化程度高,劳动条件好。
生产效率极高:生产周期短,可实现大批量、自动化生产。
铸件尺寸精度高:公差小,可实现极高的尺寸一致性和互换性。
表面光洁度好:铸件表面粗糙度低,可直接电镀或喷涂,后续机械加工量少。
可生产复杂薄壁件:能铸出其他工艺难以实现的复杂形状和清晰的纹路细节。
铸件内部质量好:充型过程平稳,金属液无湍流,不易卷气,铸件致密度高,可进行热处理以进一步提升力学性能。
模具成本较低:尤其是砂型铸造,模具制作周期短、成本低。
灵活性高:不受铸件大小、形状和合金种类的严格限制,非常适合单件或小批量生产。
铸件致密度高:在离心力作用下,金属中的气体、杂质易于向内表面(自由表面)集中,从而获得组织致密、力学性能好的铸件。
无需型芯和浇冒口:可直接生产中空筒形、环形铸件,工艺出品率高,节约金属材料。
充型能力强:适用于流动性较差的合金铸造。
低压
高压
重力
离心

低压铸造特别适合生产形状复杂、壁厚较大、质量要求高的中大型有色金属铸件。
汽车领域:铝合金轮毂(最经典应用)、气缸盖、气缸体、制动总泵、发动机支架。
摩托车领域:摩托车轮毂、减震器部件。
其它领域:大型薄壁壳体、航空航天结构件、高压电器零件等。
高压铸造非常适合大批量生产结构复杂、薄壁、表面要求高的中小型非铁合金铸件。
3C电子领域:手机/笔记本电脑外壳、散热片、内部结构件。
汽车领域:发动机缸体、变速箱壳体、油底壳、方向盘骨架、车门框架。
日用五金:玩具模型、拉链头、门把手、水龙头、厨具配件。
重力铸造非常适合生产内部质量要求高、壁厚较大、承压能力强的中大型铸件。
发动机核心部件:发动机气缸盖、发动机缸体、活塞。
大型机械零件:机床床身、大型齿轮、变速箱壳体、泵体、阀体。
其它领域:各种形状复杂、性能要求高的铝合金、铜合金毛坯件。
离心铸造几乎专用于生产各种中空、回转体类金属件。
管道管材类:铸铁排水管、输油管道、各种材质的辊筒、套筒。
机械零件类:发动机气缸套、造纸机滚筒、轴承环、钢套、铜套。
特种领域:化工反应釜的复合辊筒等。
/process-casting-process-dot.png)
铝水在线精炼处理(氢含量≤0.12ml/100g)
/process-raw-material.png)
/process-capability-img.png)
/process-capability-img1.png)
/process-capability-img2.png)
/process-capability-img3.png)

/process-surface-pro.png)











contact US
联系我们
您可以通过以下四种方式与我们取得联系,我们收到您的询盘之后会马上与您沟通!
拨打电话
发送邮件
留言表单
添加微信
/contact-dot-img.png)
上传图纸
您上传的文档都是严格保密和安全的
/contacti-step1.svg)
/contacti-step2.svg)
/contacti-step3.svg)